






当社の二重壁コルゲートパイプマシンは多目的に使用できます。単壁波形管、二重壁波形管、二重壁有孔波形管、トンネル結晶化防止水浸出目隠し管、室内装飾用外気ダクト、竹管などを製造できます。金型を変更できます。大丈夫です
フレッシュエアダクト、換気用PE特殊波形パイプ、ウィンドボックス、換気ホース、補助換気パイプ
外気システム波形パイプ 75/110PE パイプ二重壁プラスチックパイプ外気ダクト空調換気ホース
外気システム二層コルゲートパイプ外気ダクトPE管75、110、160

PE パイプ 75 エアダクト排気ホース PE パイプフレッシュエアシステム二重壁波形ホース
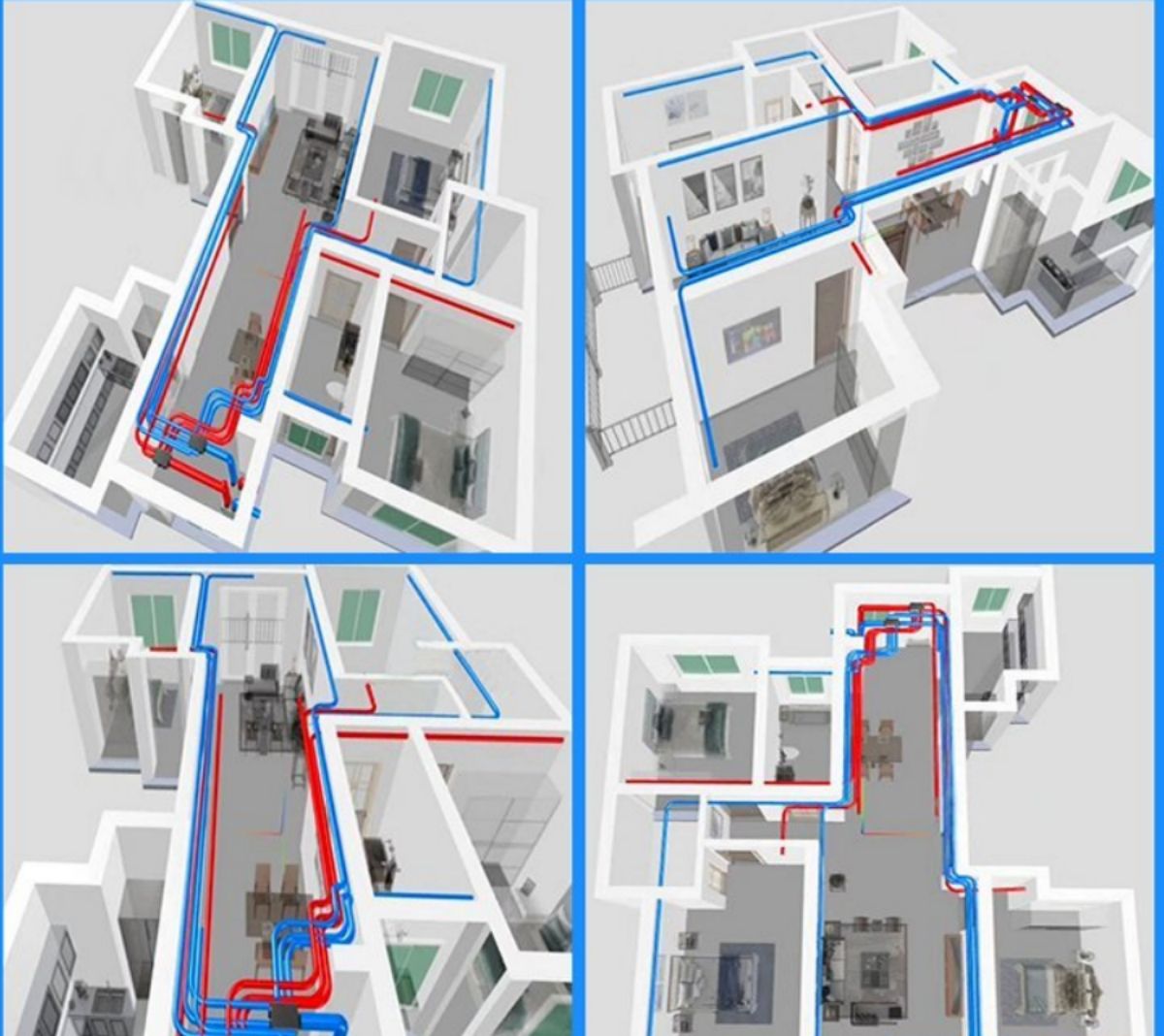
フレッシュエアシステムは、密閉された部屋の片側で特殊な装置を使用して新鮮な空気を室内に送り込み、反対側の特殊な装置を介して屋外に排出することに基づいています。室内に「新鮮な空気・流れ場」を形成し、室内の新鮮な空気のニーズに応えます。実施計画では、高風圧かつ大流量のファンを使用し、機械を利用して一方の側から空気を室内に供給し、特別に設計された排気ファンを使用して反対側から空気を屋外に排出して強制的に空気を形成することです。システム内の新鮮な空気/流れ場。空気を供給しながら、部屋に入ってくる空気は濾過され、酸素が供給され、予熱されます(冬季)。

新しいエアダクト設備は、外壁ホスト + 内壁ホスト + マシンヘッド + 金型 + 成形機 + 巻線機で構成されます。
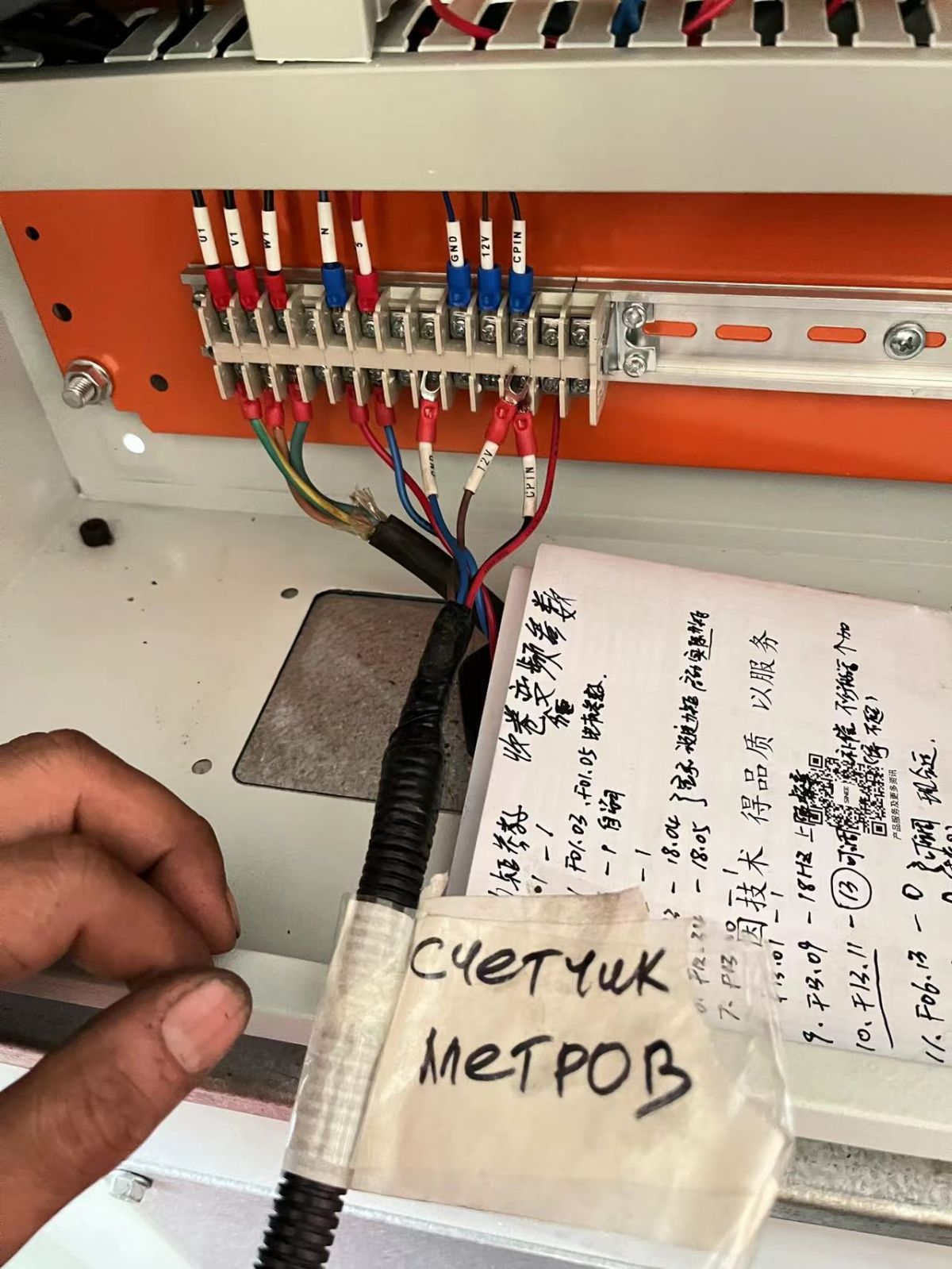
一般的な接地を行い、すべての機械を接続するための 6 メートルの銅線を構築し、同時に接地することをお勧めします。成形機、巻取機は全て380Vです。総設置電力は 65 キロワットで、実際の発電量は 25 キロワット (25 キロワット時) です。
成形機と巻線機の間の距離は6メートルであることをお勧めします。
外壁ホストから成形機までの距離は 825MM、内壁ホストから成形機までの距離は 785MM です。
単層波形パイプを思いついたとき、内壁押出機の電源を切るだけでした。
鋼線用のワイヤ送給装置を追加して、電力配線用のコルゲートパイプを作成することもできます。鉄線用の穴を金型に開ける必要があります。鉄線の直径は1.0MMを超えてはなりません。使用するウォータージャケットも中空二層のものに変更する必要があります。


押出機は、材料のグレードに応じて、200 ~ 220 度で 1.5 ~ 2 時間加熱されます。ミシンヘッドの 4 番目と 5 番目の領域はバックアップ領域です。温度が所定の温度に達した後、ホスト金型と成形機がバランスをとった後、工作機械のフレーム レベルが正確であることを確認するために、金型上にレベルを置いて水平にします。水平出し後、金型左右12本のネジを必ず締めてください。水平になっていないと材料が出ず、ミシンヘッドが金型に擦れてしまいます。成形機には上下左右の調整ネジがあります。
レベリングをするときは、予熱後に少量の材料を押し出し、バランスを見つけることが最も正確であることを確認する必要があります。
外壁のたわみを調整し、ミシンヘッドの加熱ベルトに大きなネジを丸めて取り付けます。外壁のどの面が厚く、どの面がより堅く、どの面が緩いのか。内壁のたわみを調整して、ダイスに小さなネジが4本ありますが、どちら側が薄いですか?内壁と外壁は対向しています。

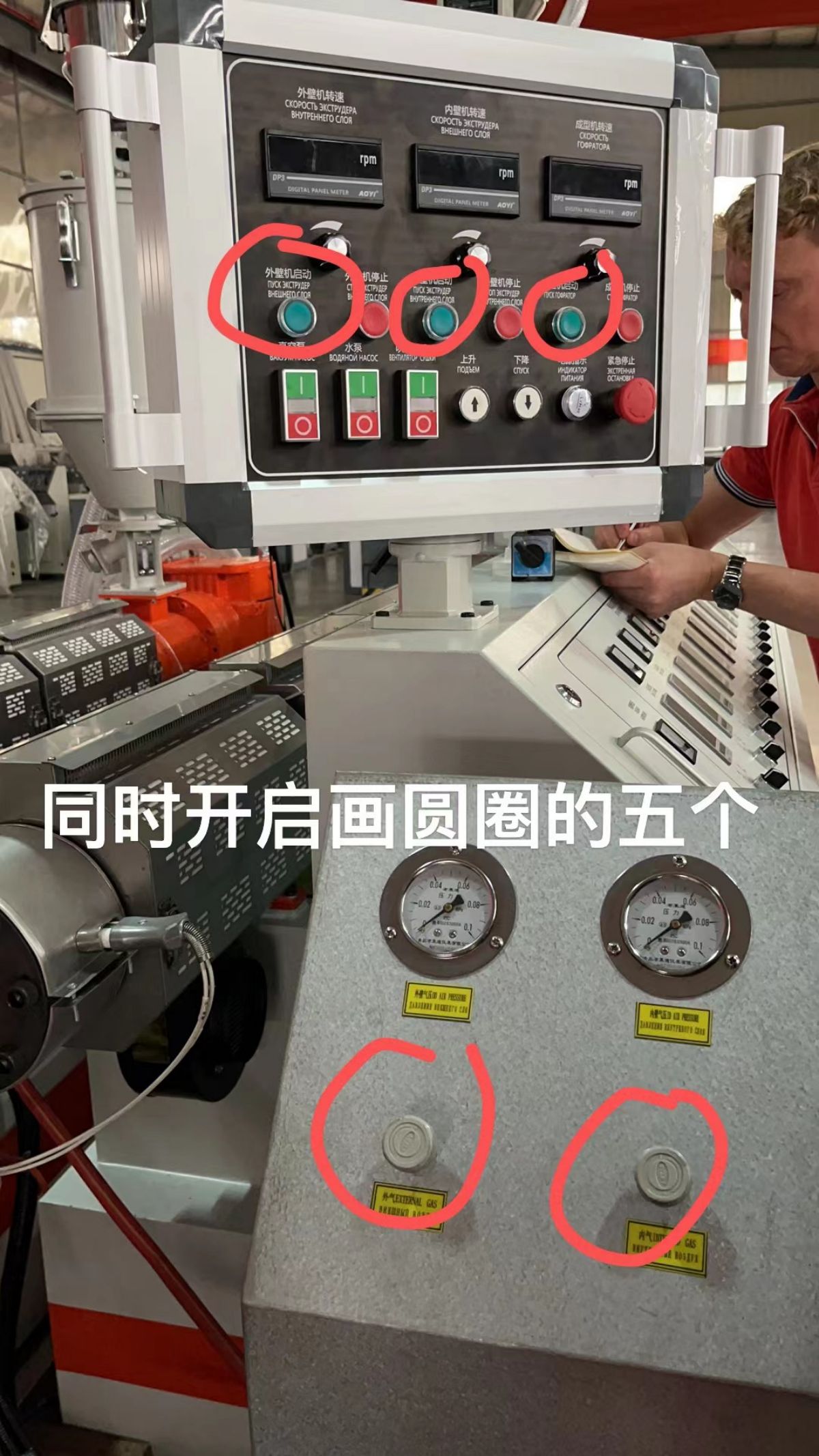
3 つの緑色のボタン (カンチレバー ボックスの外壁、内壁、成形機) を開始します。外壁機械の速度は 272 から始まり、通常動作は 290 RPM、内壁機械の速度は 265 - 通常動作は 214RPM、成形機の速度は 614RPM で、その後の生産中に成形機の速度は加速されます。704RPM、ホスト電流は 16A を示し、肉厚が薄くなります。新しいエアダクトを作成するとき、内壁が厚すぎてはなりません。そうしないと、内壁の曲率が良くなくなります。

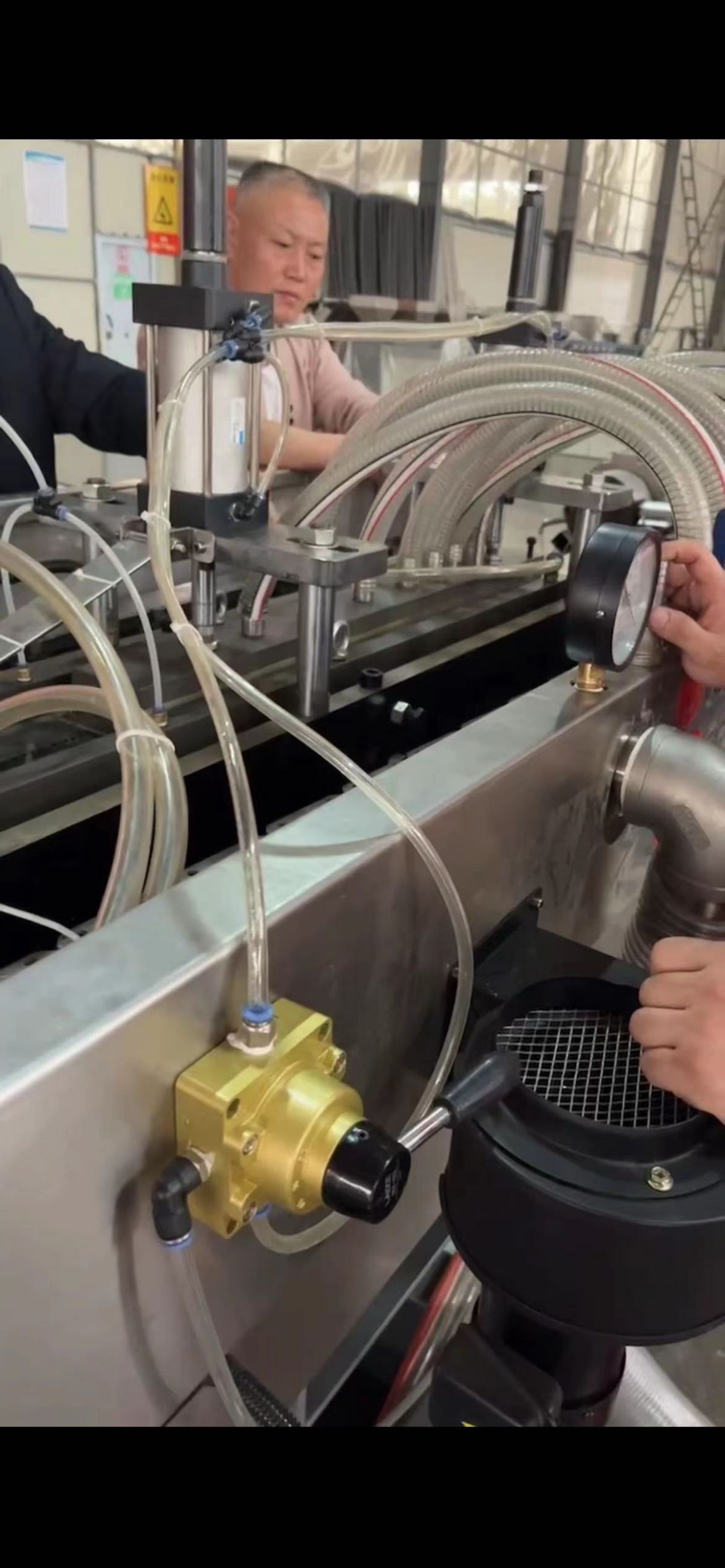
内壁と外壁の空気圧を同時にオンにする場合、内圧は 0.02 ~ 0.04 の間で、外圧も同様にすることをお勧めします。バランスポイントを見つけてください。安定した空気圧を確保するには、エアポンプのチューブを太くする必要があります。内部および外部の空気圧計は安定していて、変動してはなりません。そうしないと波頭が影響を受けます。外壁が薄い場合には真空装置を使用する必要はありません。
15kWエアコンプレッサーで4系統供給可能です。直径40MM、0.5-0.6MPAのエアパイプを使用することをお勧めします。内壁にはR角があるため、内壁の圧力は外壁の圧力よりも大きく、内部の空気は外気よりも大きくなります。起動時の動作電流を確認してください。インバータを入れて電流を表示すると、50%7042と50%5502、内壁5kg、外壁12kg、外壁は内壁の2~3倍です。
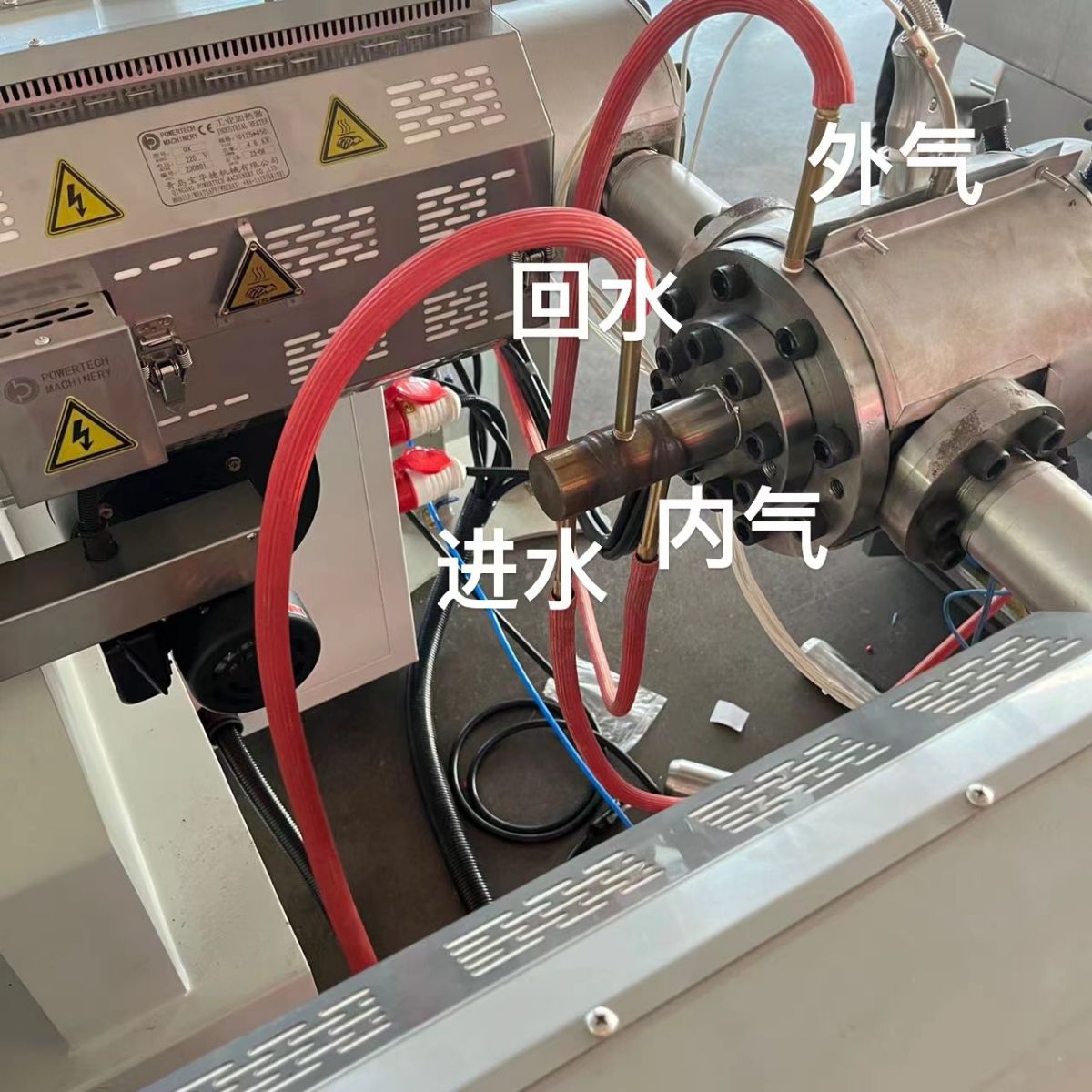
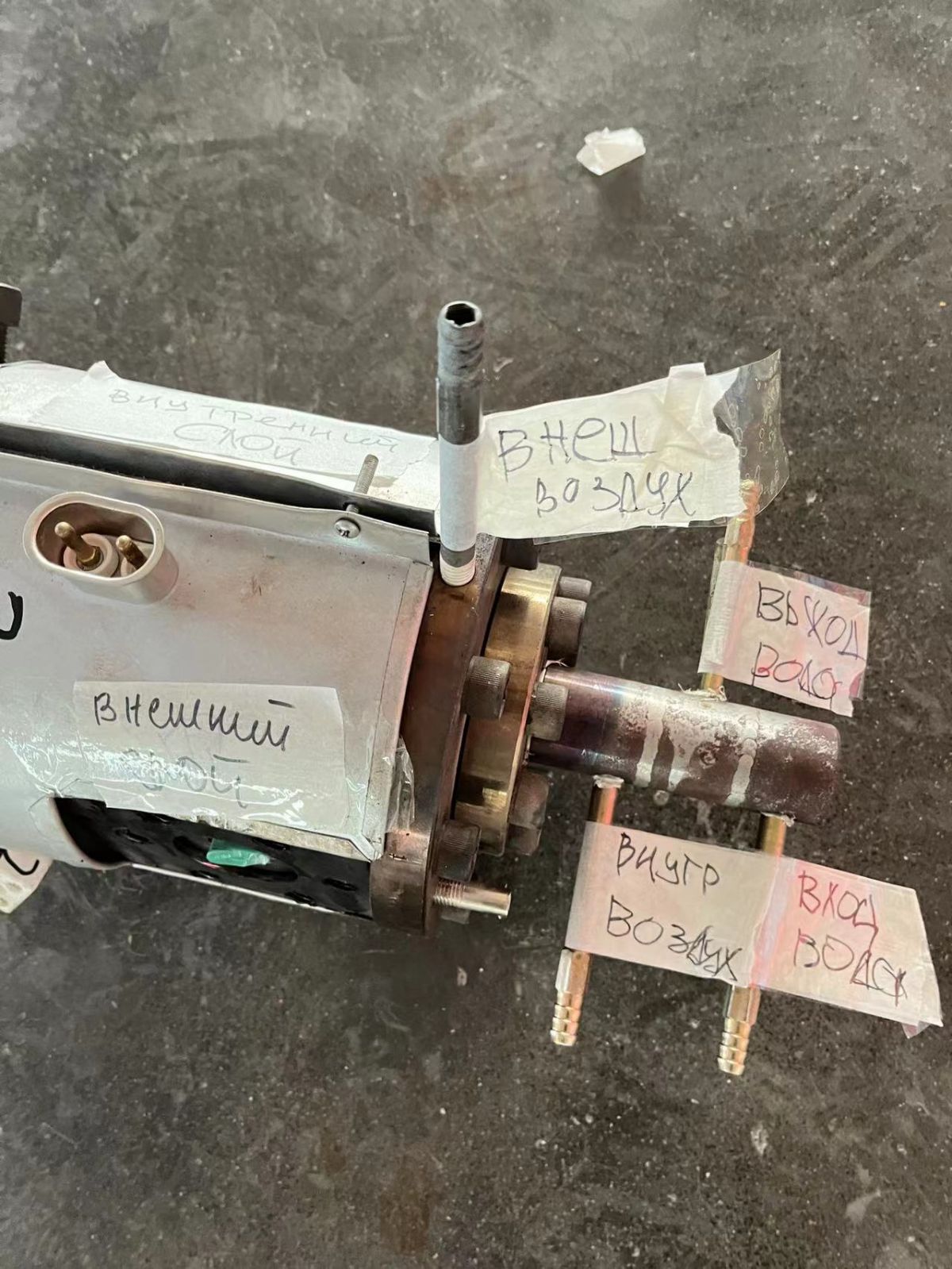
金型口の金型コアロッド上の左から右に、外気、外壁、内気、内壁となります。
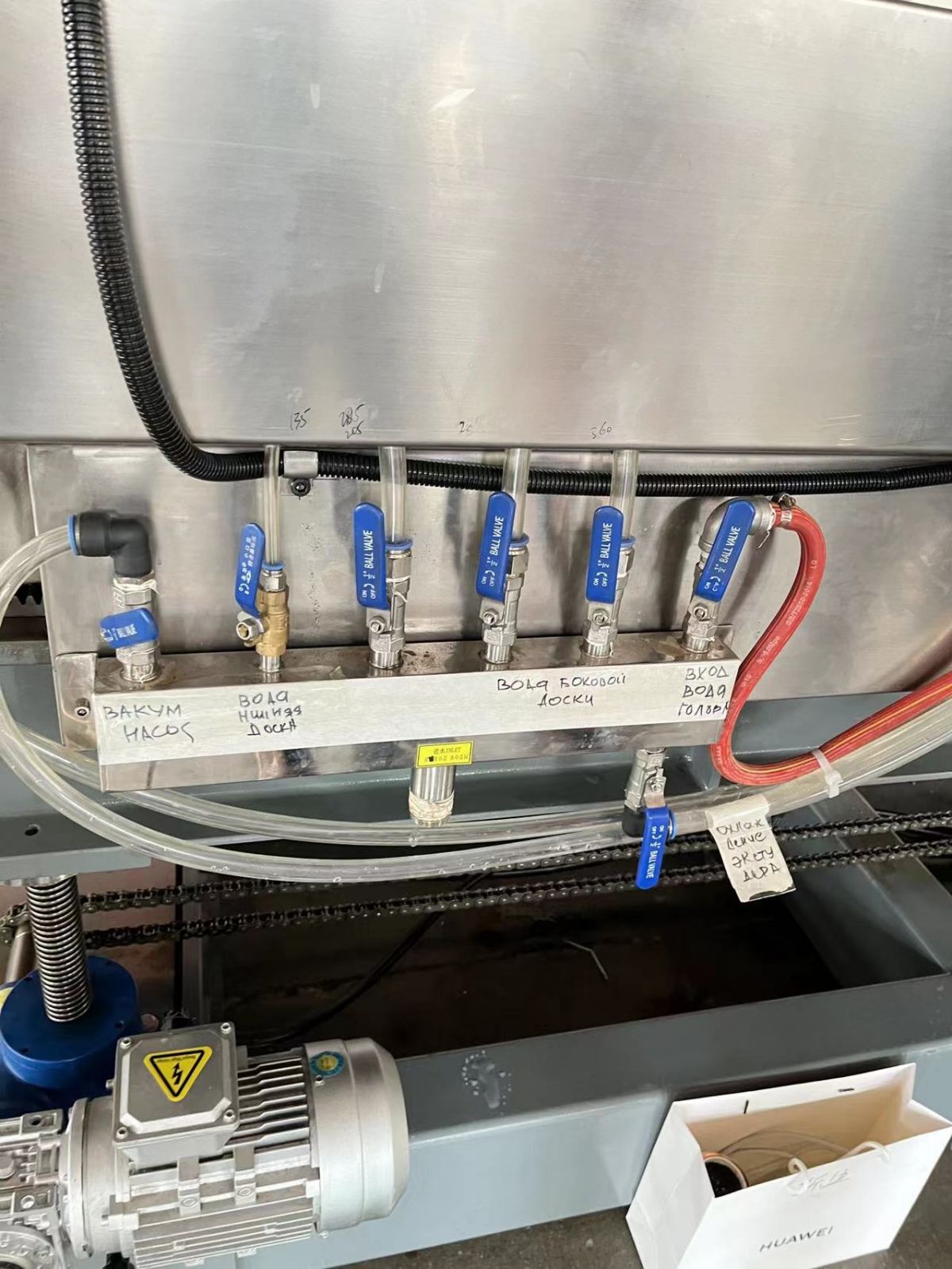
成形機の各種水路を開放します
成形機の真空計は0.08程度です。すぐ右には真空計の圧力リリーフバルブがあります。

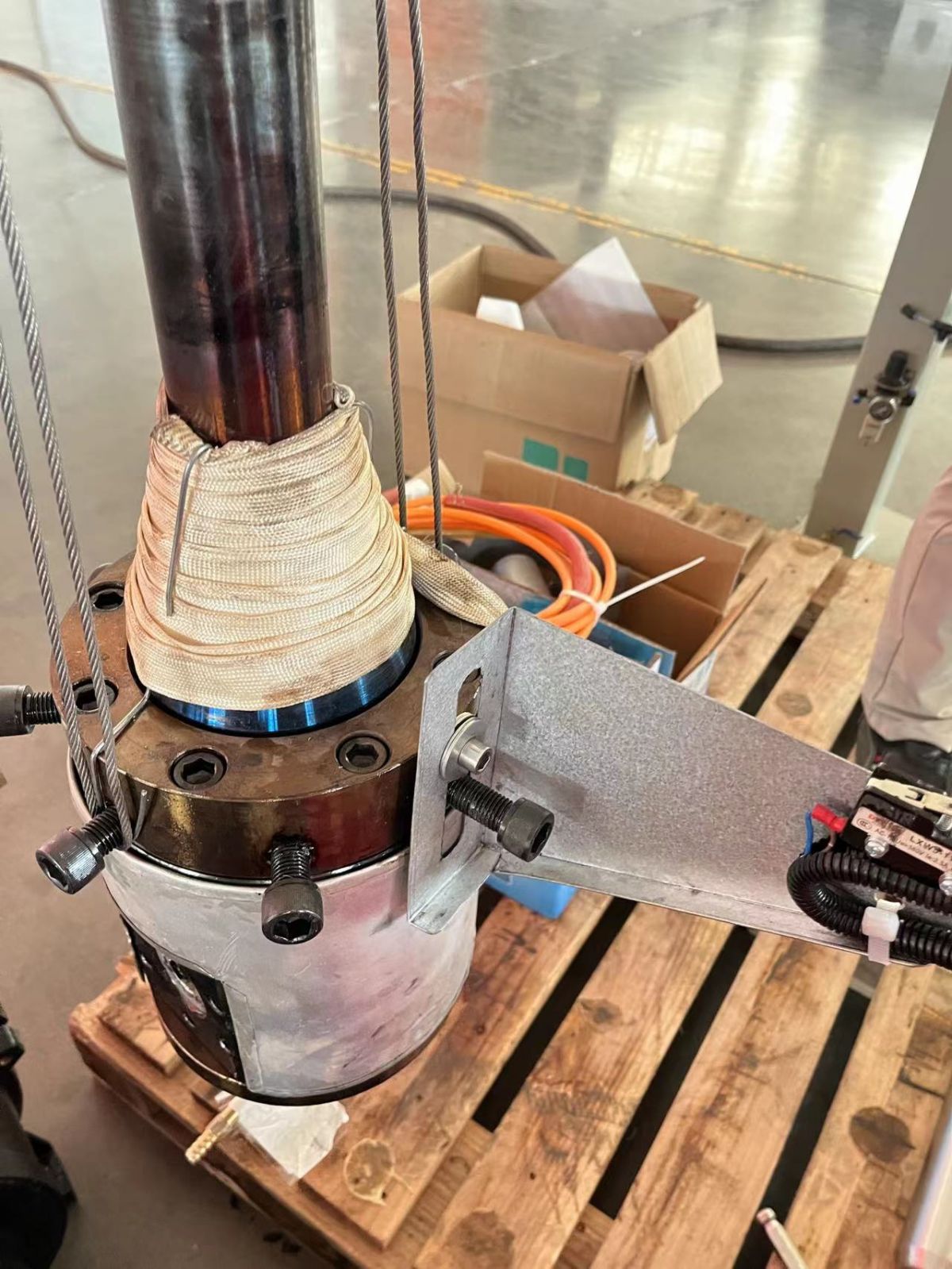
ウォータージャケットの緑色のシールリングが破損すると漏れます。頻繁に点検して交換してください。
ウォータージャケットをひねった後、ウォータージャケットのOリングがヘッドからの熱で焼けるのを防ぐため、成形機の右端にあるウォータージャケットバルブを上下方向に開いた状態で適時に開きます。 。
ウォータージャケットを取り付ける際は、締めて少し戻してください。ウォータージャケットが上下左右に自然に揃うようにするのが目的です。成形機がウォータージャケットに近づいたら、ウォータージャケットを持ち上げます。
外壁のダイはプレスシリンダーの位置と 345MM の距離で揃える必要があります (写真を参照)。

水槽を作る場合は必ずフィルターを設置し、純水を使用する必要があります。スケールが付着した水はウォータージャケットやウォーターポンプを詰まらせます。


シャットダウン手順:
まず主機、外壁、内壁主機を停止し、材料が出てくるのを待って成形機を停止し、直ちにウォータージャケットを取り外します。ウォータージャケットは冷えているので手で直接回転させ、電気キャビネットのメインノブを閉じます(水平)。左右方向で電源オフ、上下方向で電源オン)。次回機械を始動する前に、必ず最初に機械ヘッドのダイマンドレルを再加熱してください。そうしないと、材料が内部で固まってしまいます。加熱しないと簡単に破裂してしまいます。
チラーには真空ポンプを使用できますが、ウォーターポンプは必要ありません。ただ予約されているだけです。
一般的な接地を行い、すべての機械を接続するための 6 メートルの銅線を構築し、同時に接地することをお勧めします。成形機、巻取機は全て380Vです。総設置電力は 65 キロワットで、実際の発電量は 25 キロワット (25 キロワット時) です。
金型交換時、リフトボタン、プレッシャープレート70KG

投稿日時: 2023 年 10 月 16 日